
Төрле кәтүк әйләндергеч чыбыклар, икеле чыбык, күп чыбык, торт ярасы махсус индуктивлык кәтүге, параллель эмаль чыбык, төрле спецификацияләр көйләнгән
1.jpg)


Продукция тасвирламасы
1. Характеристикалары:Custзенчәлекле спецификацияләр һәм изоляция катламы сортлары, һәм өслек катламы үз-үзен ябыштыручы катлам белән капланырга мөмкин.
2. Спецификация диапазоны:бер үк спецификацияле бер сызык, ләкин төрле төсләр, төрле спецификацияләр һәм төрле сортлар (бер сызык спецификациясе диапазоны: 0.03 мм-0,500 мм).
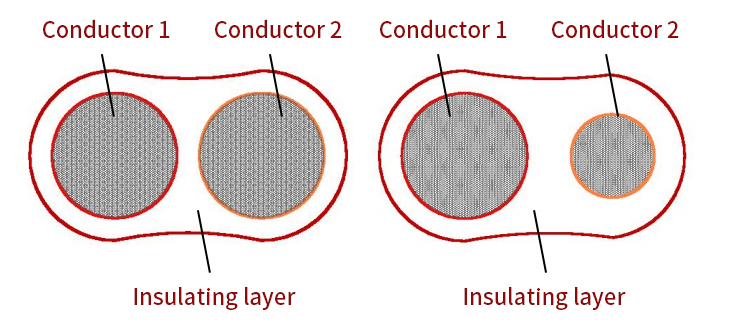
3. Продукцияне куллану:Ул, нигездә, махсус индуктивлык кәтүкләре, RF трансформаторлары һ.б. кебек югары таләпле икеләтә / күп чыбыклы параллель яралы продуктларда кулланыла. Төрле төстәге һәм тулысынча эзлекле каршылык / индуктивлык һәм башка параметрлар булган ике / өч / биш кәтүк җәмгыятьләренә, яисә төрле спецификацияле, ләкин бер үк чыбык озынлыгы булган ике / өч / биш кәтүк җәмгыятьләренә яраланырга мөмкин.
4. Схематик схема түбәндәгечә:

Эмаль чыбыкның процесс агымы
1 off Түләү:Гадәттә эшләнгән эмаль машинада, операторның күпчелек энергиясе һәм физик көче түләү өлешендә кулланыла. Түләүче роликны алыштыру операторга күп хезмәт түләргә этәрә. Сыйфат проблемалары һәм эксплуатация уңышсызлыклары сызыкка кушылу өчен җиңел. Эффектив ысул - зур күләмдә түләү. Түләү ачкычы - киеренкелекне контрольдә тоту. Киеренкелек зур булганда, ул үткәргечне нечкә генә түгел, үткәргеч өслеген яктылыгын югалтачак, шулай ук эмаль чыбыкның күп үзлекләренә тәэсир итә.
2 、 Сузу:Сузуның максаты - билгеле бер температурада җылытылган форманы сузу процессында такталар үзгәрүе аркасында каты үткәргеч үткәрү, шулай итеп процесс таләп иткән сыгылучылык молекуляр тактаны үзгәртеп корганнан соң торгызылырга тиеш. Шул ук вакытта, сузу процессында үткәргеч өслегендә калган майлау һәм май таплары алынырга мөмкин, шулай итеп үткәргеч җиңел буялырга һәм эмаль чыбыкның сыйфаты гарантияләнергә мөмкин.
3 、 Рәсем:буяу - металл үткәргечкә эмаль чыбык буяуны каплау процессы, билгеле калынлыктагы бердәм буяу катламын формалаштыру.
4 aking Пешерү:Буяу кебек, пешерү - цикллы процесс. Башта буяу эремәсендәге эретүче парга әйләнә, аннары кино формалаштыру өчен дәвалана, аннары буяу пешерелә. Пешерү процессында пычраткыч матдәләр барлыкка киләчәк, шуңа күрә мич шунда ук чыгарыла. Гадәттә, катализатор яну кайнар һава әйләнеше миче кулланылырга тиеш. Шул ук вакытта калдыклар чыгару күләме артык зур яки бик аз булырга тиеш түгел. Чүп-чарны чыгару процессында күп күләмдә җылылык алыныр, шуңа күрә калдыклар чыгару куркынычсыз җитештерүне һәм продуктның сыйфатын гына тәэмин итми, шулай ук күп күләмдә җылылык югалтуына китерми.
5 ol Суыту:Мичтән чыккан эмаль чыбык югары температурага, йомшак буяу пленкага һәм түбән көчкә ия. Әгәр дә вакытында суытылмаса, юл тәгәрмәче аша үткән буяу пленка бозылачак, бу эмаль чыбыкның сыйфатына тәэсир итәчәк.
6 ub Майлау:Эмаль чыбыкны майлау, алып бару тыгызлыгы белән зур бәйләнештә. Эмаль чыбык өчен кулланылган майлау эмаль чыбык өслеген тайгак ясый ала, чыбыкка зыян китермичә, роликның көченә тәэсир итмичә һәм кулланучының куллануына тәэсир итмичә. Нефтьнең идеаль күләме эмаль чыбыкны тайгак хис итү, ләкин кулда ачык май күренми. Сан ягыннан караганда, 1 ㎡ эмаль чыбык өслегендә 1 г майлау мае капланырга мөмкин.
7 、 чыбык алу:Тимер чыбыкның максаты - эмаль чыбыкны табакка өзлексез, тыгыз һәм тигез итеп төрү. Алып бару механизмы тотрыклы булырга тиеш, аз тавыш, дөрес киеренкелек һәм регуляр чыбык белән.
Эмаль чыбык җитештерү процессын җентекләп белгәннән соң, синеңчә, стандарт таләпләргә туры килгән эмаль чыбык җитештерү җиңел түгел, чөнки пешерү яки буяу кебек һәр процесс адым эмаль чыбыкның сыйфатына тәэсир итәчәк, һәм ул шулай шулай ук чимал, сыйфат, әйләнә-тирә мохит, җитештерү җиһазлары һәм башка факторлар тәэсир итә, шуңа күрә продуктның сыйфаты төрлечә булачак. Төрле эмаль чыбыкларның сыйфат характеристикалары һәм брендлары төрле булса да, алар нигездә дүрт үзенчәлеккә ия, алар механик үзлекләр, химик үзлекләр, электр үзлекләре һәм җылылык үзлекләре.

2-300x300.jpg)
-300x300.jpg)
1-300x300.jpg)
